


Tube en acier pour pièces de voiture/tubes en acier pour voitures SCM420H SCM440H SCM435
Caractéristiques
Qualité matérielle:
STKM 11A 12A 12B 12C 13A 13B 13C 14A 14B 14C 15A 15C etc.
Traitement de surface:
1.Dénudé
2. Peint en noir (revêtement de vernis)
3.Galvanisé
4.Huilé
5. Selon les clients.
Les tubes en acier de précision JIS G3445 sont principalement utilisés dans les pièces automobiles et de machines de précision pour voitures et cylindres.utilisation sous pression, ainsi que pour le transport de conduites de vapeur, d'eau et de gaz.
Composition chimique
| Grade | Désignation | Unité (%) | ||||||
| C | Si | Mn | P | S | Nb ou V | |||
| 11e année | A | STKM11A | 0,12 maximum. | 0,35 maximum. | 0,60 maximum. | 0,040 maximum. | 0,040 maximum. | - |
| 12 e année | A | STKM12A | 0,20 maximum. | 0,35 maximum. | 0,6 maximum. | 0,04 maximum. | 0,04 maximum. | |
| B | STKM12B | |||||||
| C | STKM12C | |||||||
| 13e année | A | STKM13A | 0,25 maximum. | 0,35 maximum. | 0,30 ~ 0,90 | 0,040 maximum. | 0,040 maximum. | - |
| B | STKM13B | |||||||
| C | STKM13C | |||||||
| 14e année | A | STKM14A | 0,30 maximum. | 0,35 maximum. | 0,30~1,00 | 0,040 maximum. | 0,040 maximum. | - |
| B | STKM14B | |||||||
| C | STKM14C | |||||||
| 15e année | A | STKM15A | 0,25 ~ 0,35 | 0,35 maximum. | 0,30~1,00 | 0,040 maximum. | 0,040 maximum. | - |
| C | STKM15C | |||||||
| 16e année | A | STKM16A | 0,35~0,45 | 0,40 maximum. | 0,40~1,00 | 0,040 maximum. | 0,040 maximum. | - |
| C | STKM16C | |||||||
| 17e année | A | STKM17A | 0,45~0,55 | 0,40 maximum. | 0,40~1,00 | 0,040 maximum. | 0,040 maximum. | - |
| C | STKM17C | |||||||
| 18e année | A | STKM18A | 0,18 maximum. | 0,55 maximum. | 1,50 maximum. | 0,040 maximum. | 0,040 maximum. | - |
| B | STKM18B | |||||||
| C | STKM18C | |||||||
| 19e année | A | STKM19A | 0,25 maximum. | 0,55 maximum. | 1,50 maximum. | 0,040 maximum. | 0,040 maximum. | - |
| C | STKM19C | |||||||
| 20e année | A | STKM20A | 0,25 maximum. | 0,55 maximum. | 1,60 maximum. | 0,040 maximum. | 0,040 maximum. | 0,15 maximum |
Propriétés mécaniques
| Nuance d'acier | Limite d'élasticité (MPa) | Résistance à la traction (MPa) | Élongation(%) | |
| Nom | Non. | RéH (min) | RM(min) | A(min) |
| STKM11A |
| _ | 290 | 35 |
| STKM12A |
| 175 | 340 | 35 |
| STKM12B |
| 275 | 390 | 25 |
| STKM12C |
| 355 | 4700 | 20 |
| STKM13A |
| 215 | 370 | 30 |
| STKM11B |
| 305 | 440 | 20 |
| STKM11C |
| 380 | 510 | 15 |
Tolérance
| TAILLE | Tolérance admissible | Tolérance spéciale | ||
| OD | WT | OD | WT | |
| 4mm-20mm | ±0,25 mm | <3mm±0,3 mm ;
≥3mm ±10%
| ±0,05 mm | ±0,05 mm |
| 20mm-30mm | ±0,25 mm | ±0,08 mm | ±0,08 mm | |
| 31mm-40mm | ±0,25 mm | ±0,10 mm | ±0,08 mm | |
| 41mm-49mm | ±0,25 mm | ±0,15 mm | ±0,15 mm | |
| 50mm-80mm | ±0,5% | ±0,20 mm | ±0,20 mm | |
| 81mm-120mm | ±0,5% | ±0,30 mm | ±0,30 mm | |
Condition de livraison
| Désignation | Symbole | Description |
| Fini à froid (dur) | BK(+C) | Les tubes ne subissent pas de traitement thermique après le formage final à froid et ont donc une résistance à la déformation assez élevée. |
| Fini à froid (doux) | FMB | Le traitement thermique final est suivi d'un étirage à froid impliquant une déformation limitée.Un traitement ultérieur approprié permet un certain degré de formage à froid (par exemple pliage, expansion) |
| (+LC) | ||
| Fini à froid et soulagé du stress | BKS(+SR) | Le traitement thermique est appliqué après le dernier processus de formage à froid.Sous réserve de conditions de mise en œuvre appropriées, l'augmentation des contraintes résiduelles en jeu permet dans une certaine mesure à la fois le formage et l'usinage. |
| Recuit | GBK(+A) | Le dernier processus de formage à froid est suivi d'un recuit sous atmosphère contrôlée. |
| Normalisé | NBK(+N) | Le dernier processus de formage à froid est suivi d'un recuit au-dessus du point de transformation supérieur dans une atmosphère contrôlée. |
Condition de livraison
| Désignation | Symbole | Description |
| Fini à froid (dur) | BK(+C) | Les tubes ne subissent pas de traitement thermique après le formage final à froid et ont donc une résistance à la déformation assez élevée. |
| Fini à froid (doux) | FMB | Le traitement thermique final est suivi d'un étirage à froid impliquant une déformation limitée.Un traitement ultérieur approprié permet un certain degré de formage à froid (par exemple pliage, expansion) |
| (+LC) | ||
| Fini à froid et soulagé du stress | BKS(+SR) | Le traitement thermique est appliqué après le dernier processus de formage à froid.Sous réserve de conditions de mise en œuvre appropriées, l'augmentation des contraintes résiduelles en jeu permet dans une certaine mesure à la fois le formage et l'usinage. |
| Recuit | GBK(+A) | Le dernier processus de formage à froid est suivi d'un recuit sous atmosphère contrôlée. |
| Normalisé | NBK(+N) | Le dernier processus de formage à froid est suivi d'un recuit au-dessus du point de transformation supérieur dans une atmosphère contrôlée. |
| Tubes en acier de haute précision en stock | ||||||||||
| OD | Épaisseur (mm) | |||||||||
| mm | ||||||||||
| 4 | 4*1 | |||||||||
| 6 | 6*1 | 6*1.5 | 6*2 | |||||||
| 8 | 8*1 | 8*1.5 | 8*2 | |||||||
| 10 | 10*1 | 10*1.5 | 10*2 | 10*2.5 | ||||||
| 12 | 12*1 | 12*1.5 | 12*2 | 12*2.5 | 12*3 | |||||
| 14 | 14*1 | 14*1.5 | 14*2 | 14*2.5 | 14*3 | |||||
| 15 | 15*1 | 15*1.5 | 15*2 | 15*2.5 | 15*3 | 15*3.5 | ||||
| 16 | 16*1 | 16*1.5 | 16*2 | 16*2.5 | 16*3 | 16*3.5 | 16*4 | 16*4.5 | ||
| 18 | 18*1 | 18*1.5 | 18*2 | 18*2.5 | 18*3 | 18*3.5 | 18*4 | 18*4.5 | ||
| 20 | 20*1 | 20*1.5 | 20*2 | 20*2.5 | 20*3 | 20*3.5 | 20*4 | 20*4.5 | 20*5 | |
| 22 | 22*1 | 22*1.5 | 22*2 | 22*2.5 | 22*3 | 22*3.5 | 22*4 | 22*4.5 | 22*5 | |
| 25 | 25*1 | 25*1.5 | 25*2 | 25*2.5 | 25*3 | 25*3.5 | 25*4 | 25*4.5 | 25*5 | |
| 28 | 28*1 | 28*1.5 | 28*2 | 28*2.5 | 28*3 | 28*3.5 | 28*4 | 28*4.5 | 28*5 | |
| 30 | 30*1 | 30*1.5 | 30*2 | 30*2.5 | 30*3 | 30*3.5 | 30*4 | 30*4.5 | 30*5 | 30*6 |
| 32 | 32*1.5 | 32*2 | 32*2.5 | 32*3 | 32*3.5 | 32*4 | 32*4.5 | 32*5 | 32*6 | |
| 34 | 34*1.5 | 34*2 | 34*2.5 | 34*3 | 34*3.5 | 34*4 | 34*4.5 | 34*5 | 34*6 | |
| 35 | 35*1.5 | 35*2 | 35*2.5 | 35*3 | 35*3.5 | 35*4 | 35*4.5 | 35*5 | 35*6 | |
| 38 | 38*2 | 38*2.5 | 38*3 | 38*3.5 | 38*4 | 38*4.5 | 38*5 | 38*6 | ||
| 40 | 40*2 | 40*2.5 | 40*3 | 40*3.5 | 40*4 | 40*4.5 | 40*5 | 40*6 | ||
| 42 | 42*2 | 42*2.5 | 42*3 | 42*3.5 | 42*4 | 42*4.5 | 42*5 | 42*6 | ||
| 45 | 45*2 | 45*2.5 | 45*3 | 45*3.5 | 45*4 | 45*4.5 | 45*5 | 45*6 | ||
| 46 | 46*2 | 46*2.5 | 46*3 | 46*3.5 | 46*4 | 46*4.5 | 46*5 | 46*6 | ||
| 48 | 48*2 | 48*2.5 | 48*3 | 48*3.5 | 48*4 | 48*4.5 | 48*5 | 48*6 | ||
| 50 | 50*2 | 50*2.5 | 50*3 | 50*3.5 | 50*4 | 50*4.5 | 50*5 | 50*6 | ||
| 54 | 54*2.5 | 54*3 | 54*3.5 | 54*4 | 54*4.5 | 54*5 | 54*6 | |||
| 60 | 60*2.5 | 60*3 | 60*3.5 | 60*4 | 60*4.5 | 60*5 | 60*6 | |||
| 65 | 65*3 | 65*3.5 | 65*4 | 65*4.5 | 65*5 | 65*6 | ||||
| 75 | 75*3.5 | 75*4 | 75*4.5 | 75*5 | 75*6 | |||||
| 76 | 76*4 | 76*4.5 | 76*5 | 76*6 | ||||||
| 89 | 89*6 | |||||||||
| Remarque : Nous pouvons produire d’autres tailles selon vos besoins.Traitement de surface : brillant, galvanisé, phosphaté, etc. | ||||||||||
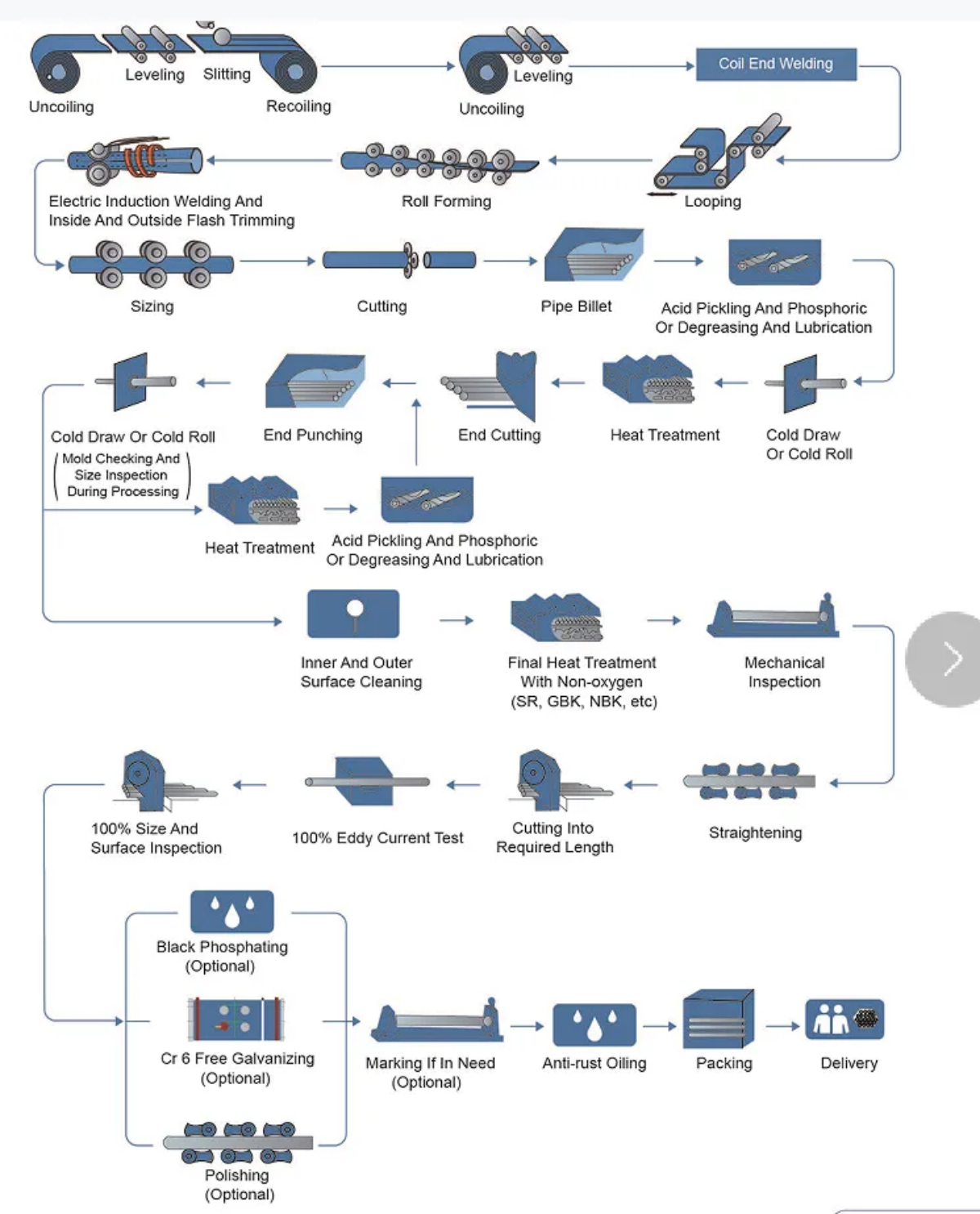
Processus de fabrication
Avantages

Renforcer l'inspection des produits à chaque étape de production, équipé d'équipements de test complets : tests non destructifs par courants de Foucault, machine d'essai de résistance à haute pression, machine d'essai de traction mécanique universelle, machine d'essai d'évasements d'aplatissement et de pliage, analyseur de propreté, analyseur d'éléments métalliques, etc. Répondre aux propriétés mécaniques des produits, tester les performances des processus, fournir une garantie puissante pour les produits qualifiés.
Assurance qualité
1. Strict selon la norme JIS G3445 ou d’autres normes.
2. Échantillon : L’échantillon est gratuit pour le test.
3. Tests : test au brouillard salin/essai de traction/courants de Foucault/essai de composition chimique selon la demande des clients
4.Certificat : IATF16949, ISO9001, SGS, etc.
5.EN 10204 3.1 Certification





